Es geht langsam, ganz langsam vorwärts. Im Augenblick – November 2014 – mache ich Versuche mit 3D-Druck.
Das erste Modell ist ein Kokswagen der französischen Nordbahn. Transport de Coke – Chemin de Fer du Nord. Einmal sieht das Modell extrem schnucklig aus, auf der anderen Seite ist es ideal die Grenzen des 3D-Drucks voll auszureizen. Es stellt sich auch stets die Frage, lohnt der Aufwand all die kleinen Eisenbeschläge zu entwerfen? Sieht man das im gedruckten Modell überhaupt?
Hier also mein Erfahrungsbericht. Vor vier Wochen hatte ich vom 3D-Druck und all den verwendeten und hier erwähnten Programmen und Datenformaten, keine, wirklich absolut keine Ahnung.
Gefunden habe ich das Schnuckelchen auf Gallica und eine modernere Version auf e-rara.
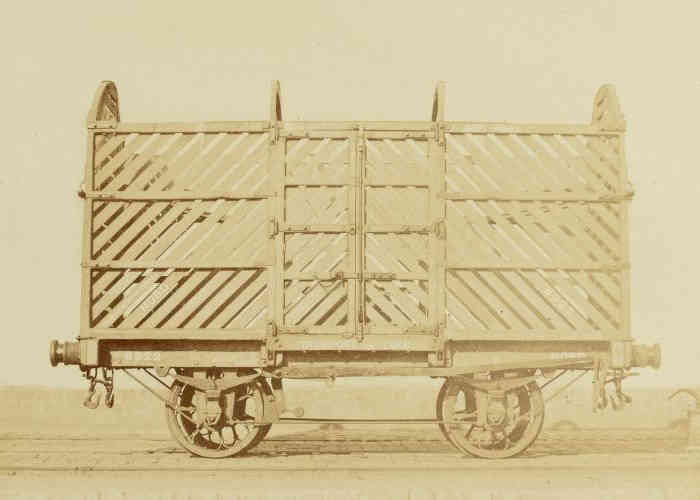
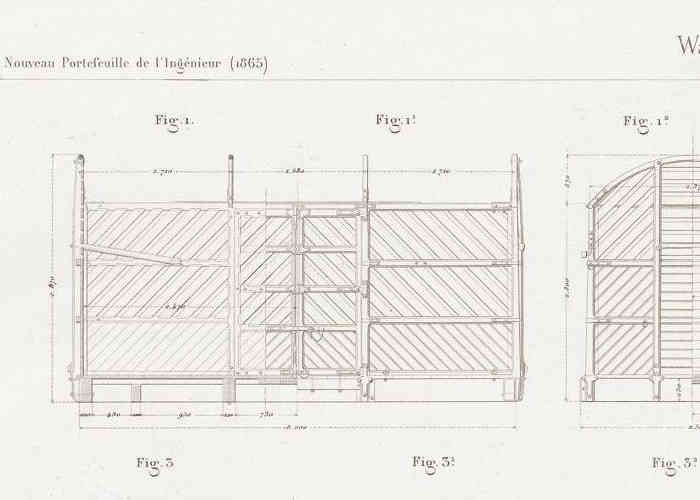
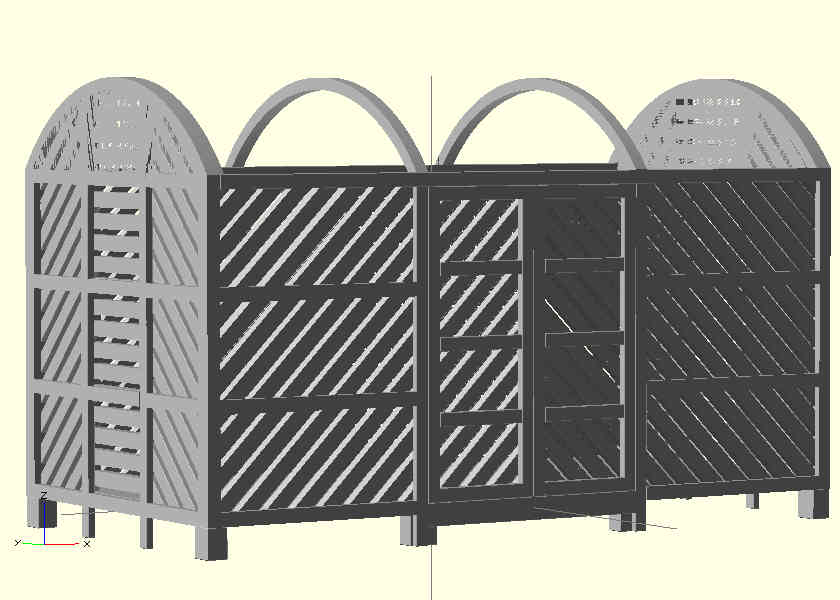
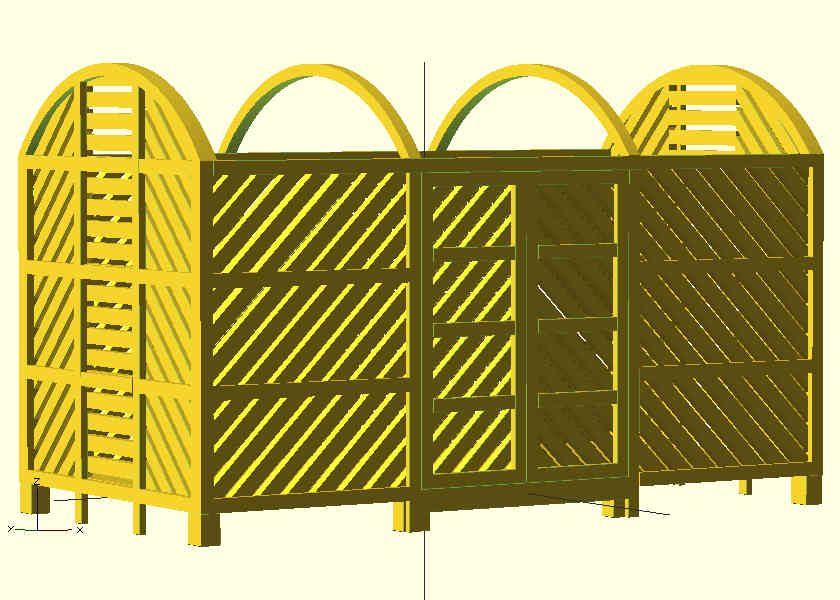
Die 3D-Daten habe ich nach dem Foto und den daneben angegebenen Maßen (links oben auf der Seite ist die Lupe) in OpenSCAD programmiert. In der Rohfassung (links unten), kann man eine Farbe angeben, es geht schnell, die Bewegung im Raum ruckelt, und es gibt Artefakte, zum Beispiel im Bogen. Compilieren dauert (rechts unten), die Farbe ist standardmäßig vorgegeben gelb. Das Objekt läßt sich dafür schnell und ruckfrei bewegen und vor allem, als .stl exportieren.
Mit Meshlab (links unten) kann man die allfälligen Manifold-Error suchen.
Kurz nach dem Upload zeigt Shapeways das Objekt der Begierde als Digital Preview (rechts unten). Hat man zu vorbildgerecht dünne Wände entworfen, steht neben jedem verfügbaren Material Thin Walls. Jetzt den blauen Text Thin Walls anklicken und es öffnet sich das Walls Thickness Tool. Dort wird ein Fix angeboten. Leider unterstützt mein Computer kein WebGL. Ich lade daher die Fixe runter, entpacke die .zip Datei und öffne die .x3d Datei mit dem delta in Meshlab. Die notwendigen Änderungen mache ich wieder mit OpenSCAD. Ich verlasse mich nicht auf die Fixe von Shapeways.


Ist das Ergebnis endlich korrekt und shapeways zufriedengestellt, kann man bei shapeways bestellen. Das Modell ist im Maßstab H0 ziemlich genau 5 cm lang und nach ein bis zwei Wochen steht das praktische Ergebnis vor dem stolzen Schöpfer:


shapeways’ Frosted Ultra Detail (oben links) und Strong & Flexible Plastic White Polished (oben rechts)
Die Daten sind unterschiedlich, den angegebenen Möglichkeiten der Materialien angepasst. Während aber shapeways’ Wall Thickness Tool vor zu dünnen Wänden warnt, laufen zu kleine Löcher und Spalten unbemerkt zu. Die Stirnwand auf dem Bild rechts ist zugelaufen, während die Seitenwand noch offene Spalten zwischen den Latten hat. Je nach Orientierung des Objektes im "Druckofen" gelten unterschiedliche Toleranzen. Das Objekt bewegt sich hier im Grenzbereich. Den zu finden war auch die Absicht mit diesem Modell.
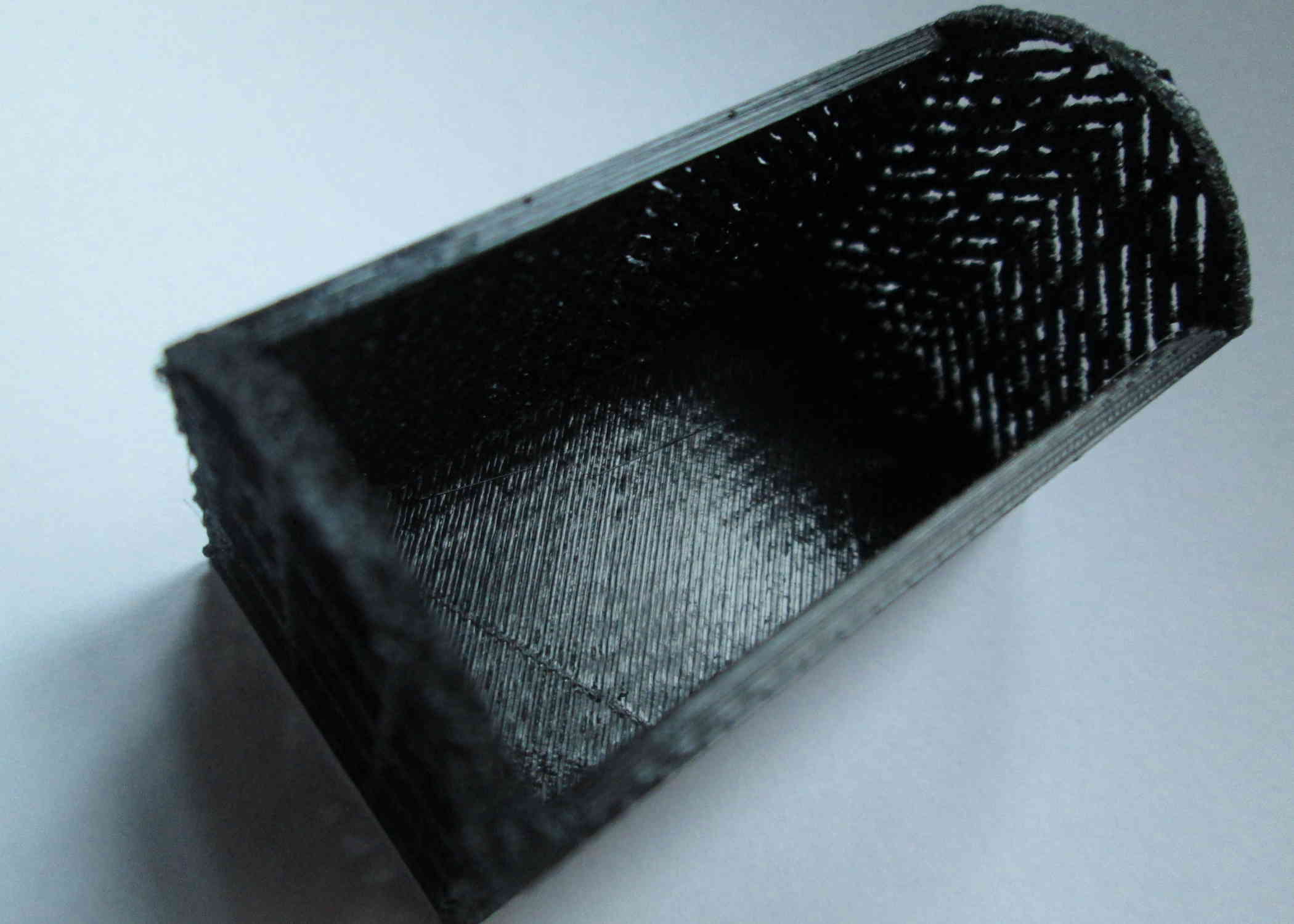

Die selben Daten auf einem Ultimaker2. Freundlicherweise hat man meine Daten im Laden ausgedruckt. Leider hat man schwarzes Filament gewählt. So sind die Details nicht besonders gut sichtbar. Die Füßchen und die Spriegel sind aus Rücksicht auf das unterschiedliche Druckverfahren entfernt. Die Stirnwand ist – im Gegensatz zum Modell aus Plastic – noch durchsichtig, trotzdem ist die Auflösung der preiswerten Heimdrucker für dieses Objekt überschritten. Die Lattenzwischenräume werden nicht sauber. Auf glatten Flächen sind bei beiden Verfahren die Schichten des Druckes zu sehen. Die “Bodenbretter” liegen beim Ultimaker2 diagonal (aufrecht gedruckt), beim shapeways H0-Modell längs (auf die Seite gelegt) und beim shapeways Z-Modell quer (auf die Stirnseite gelegt).

 Nochmal shapeways. Obwohl das Modell den Wall Thickness Check und den Manual check passierte, sind bei Stainless Steel (links) die Wände etwas verbeult. Was wohl am fragilen green state während der Produktion liegt.
Nochmal shapeways. Obwohl das Modell den Wall Thickness Check und den Manual check passierte, sind bei Stainless Steel (links) die Wände etwas verbeult. Was wohl am fragilen green state während der Produktion liegt.Und zum Schluß ein Modell mit den Werten für Plastic entworfen, verkleinert im Maßstab Z und in Frosted Ultra Detail gedruckt (rechts). Die Spalten sind zu, und “man müsste” die Daten mit Rücksicht auf den Maßstab umfangreicher anpassen. Und einen besseren Foto könnte ich mir zu Weihnachten… spätestens…